
Get Your Free Quote…!


The Containerized Chemical Dosing System by Verito Engineering Private Limited is a pre-engineered, fully integrated, plug-and-play chemical dosing package housed within a robust ISO container. It is designed to simplify site installation, enhance safety, and enable efficient chemical storage, preparation, and dosing across various industries.
This modular system is ideal for locations with space constraints, remote project sites, or hazardous chemical handling zones. The entire dosing infrastructure—including chemical storage tanks, preparation units, metering pumps, automation panels, ventilation, and safety systems—is factory-fabricated, pre-tested, and delivered as a self-contained unit, ready for rapid deployment and commissioning at the site.

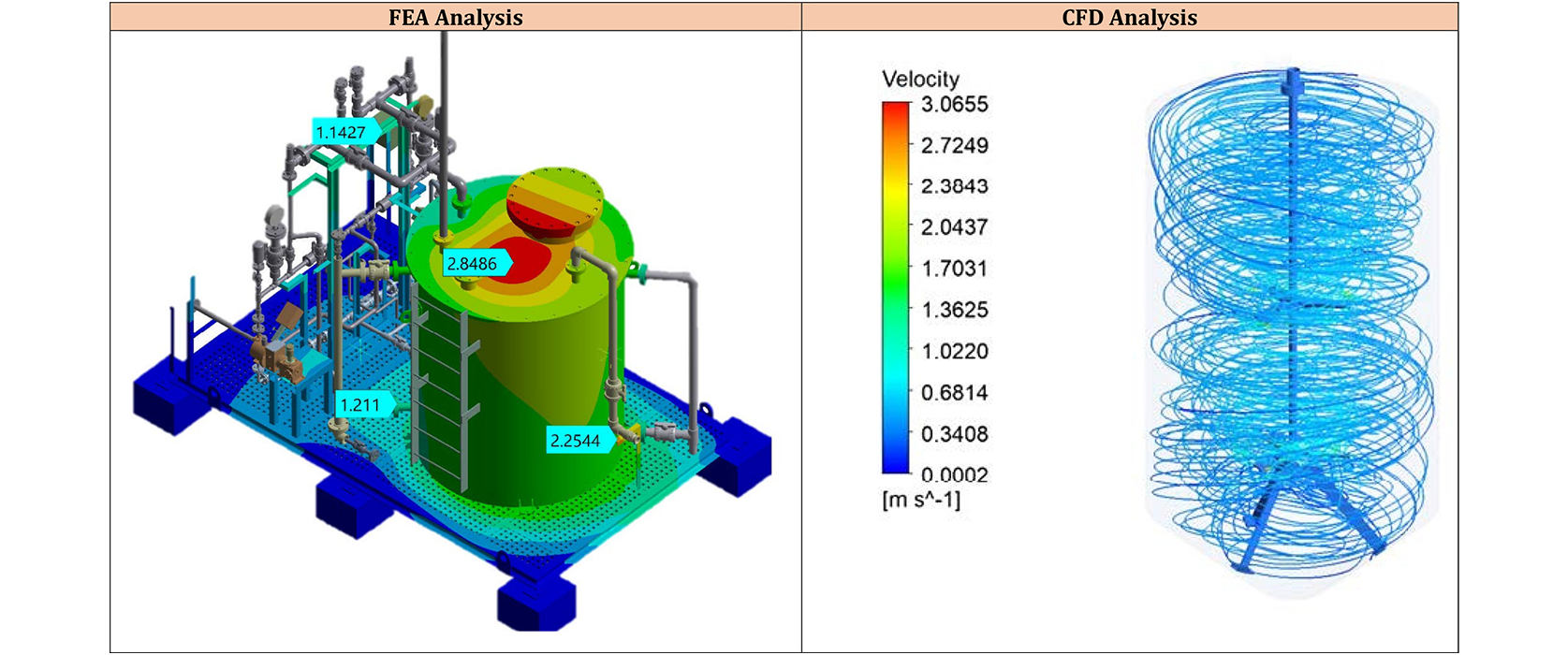
At Verito Engineering Private Limited, we specialize in providing comprehensive engineering analysis and calculations for Skid-Mounted Chemical Injection Packages, ensuring superior performance, reliability, and compliance with global industry standards.
Our expertise covers Finite Element Analysis (FEA), Computational Fluid Dynamics (CFD), Structural, Mechanical, Hydraulic, and Thermal Calculations for all critical skid components, including:
| Pressure Vessel Calculations | API 675-Compliant Dosing Pump Selection & Sizing | Agitator & Mixing Calculations (For Chemical Preparation Skids) |
|---|---|---|
|
|
|
| Automation & Instrumentation for Optimized Operations | Piping Stress & Pressure Calculations | Structural & Skid Frame Analysis |
|
|
|
| Strainer Calculations | Safety & PSV Sizing Calculations | Injection Quill |
|
|
|
| Material Selection & Corrosion Analysis | Operational Efficiency & Cost Reduction | |
|
|
| Feature | Details |
|---|---|
| Type | ISO Shipping Container (CSC Certified) |
| MOC | Mild Steel with Anti-Corrosive Epoxy Paint / Stainless Steel Cladding |
| Flooring | FRP Grating over Chemical-Resistant Bund Tray |
| Insulation | Mineral Wool / PUF Panels (Optional for Temperature Control) |
| Access | Double Doors with Safety Locks, Emergency Exit (Optional) |
| Lighting | Flameproof / Weatherproof LED Lighting |
| Ventilation | Exhaust Fans with Ducts & Chemical Filters |
| Feature | Details |
|---|---|
| Tank Capacity | 500 L to 20,000 L (as per requirement) |
| Tank MOC | HDPE / PP / FRP / SS316 based on chemical compatibility |
| Level Instrumentation | Radar / Ultrasonic / Float Type |
| Agitators | Top-Mounted Helical / Anchor / Hydrofoil (if required for mixing) |
| Feed Water System | With Flow Control Valve & Meter |
| Powder Handling | Hopper with Screw Feeder & Vibrator for Powder Chemical Mixing |
| Feature | Details |
|---|---|
| Pump Type | Solenoid Diaphragm / Motorized Diaphragm / Plunger Pumps |
| Flow Range | 0.5 LPH to 51000 LPH (Customizable) |
| Pressure Rating | Up to 50 Bar (Higher on request) |
| Pump MOC | SS316 / PTFE / PVC / Hastelloy based on chemical |
| Accessories | Pulsation Dampeners, PRV, NRV, Isolation Valves, Calibration Columns |
| Control | Manual / VFD / PLC Controlled Flow Adjustment |
| Redundancy | Duty + Standby Pump with Auto Changeover (Optional) |
| Feature | Details |
|---|---|
| Control Panel | MS Powder Coated / SS304 IP65 Panel with Internal Wiring |
| PLC & HMI | Siemens / Schneider / Allen Bradley with 7" or 10" HMI |
| Connectivity | Ethernet / MODBUS / PROFIBUS / IoT Ready |
| Safety Alarms | Low Level, Dry Run, High Pressure, Emergency Stop |
| SCADA / Remote Monitoring | Optional via GSM / Wi-Fi / Cloud Platform |
| Parameter | Specification |
|---|---|
| Control Panel | SS304 / MS Powder Coated with Internal Wiring |
| PLC Make | Siemens / Schneider / Allen Bradley / Delta (as per client preference) |
| HMI | 7” or 10” Touchscreen – Password Protected |
| Communication | MODBUS / PROFIBUS / Ethernet / SCADA / IoT (Optional) |
| Alarm & Interlock | Buzzer + Indicator + System Shutdown |
| Data Logging | USB/SD Card or Remote Access |
| Feature | Details |
|---|---|
| Eyewash & Safety Shower | Floor-Mounted or Wall-Mounted |
| Spill Containment | Full-Length Bund with Leak Detection |
| Fire Detection System | Smoke / Heat Detector with Alarm |
| HVAC (Optional) | For temperature-sensitive chemicals |
| Exhaust System | ATEX Rated Motor with Chemical Fume Extraction |
Advantages

Verito’s Disulfide Oil (DSO) Process Dosing Skid Injection Package is a specialized system designed for the controlled injection of Disulfide Oil into process units within the oil and gas industry.
Learn more
The Verito Engineering Private Limited DMDS Injection Package is a precision-engineered solution for the controlled injection of Dimethyl Disulfide into hydroprocessing units, ensuring efficient sulfur removal and compliance with environmental regulations in the oil and gas industry.
Learn more
The Mercaptan Dosing System by Verito Engineering Private Limited is designed to precisely inject mercaptan into industrial gases, ensuring compliance with safety regulations. The system includes a mercaptan tank, a metering pump, and a control panel for accurate dosing.
Learn more
Verito’s Corrosion Inhibitor Injection Package is the ultimate solution to protect your industrial pipelines and equipment. The system's advanced technology ensures accurate dosing and long-term corrosion prevention, while its customizable design ensures maximum effectiveness.
Learn more
Achieving optimal PH levels can be a challenge in industrial processes, but Verito Engineering's PH Correction Injection Package makes it easy. With advanced technology, precise dosing, and automated control, this cutting-edge system ensures accurate and efficient PH correction, saving you time and money. The customizable design allows for seamless integration into any process, and the user-friendly control panel makes monitoring and adjustment a breeze.
Learn more
Verito's KOH Circulation Skid, designed for L&T's Green Hydrogen Production Project, ensures efficient circulation and regulation of potassium hydroxide (KOH) in the electrolyser process. Made with corrosion-resistant SS316L, it optimizes hydrogen production by controlling KOH flow, concentration, and temperature. Equipped with advanced metering pumps, heat exchangers, and a PLC-based control system, it offers real-time monitoring, safety features, and easy maintenance, making it ideal for large-scale hydrogen production and other industrial applications needing reliable electrolyte management.
Learn more
Verito's Additive Chemical Injection Package, designed to deliver precise and reliable dosing of chemical additives in industrial processes. Made with corrosion-resistant materials like SS316L and equipped with high-precision metering pumps, it ensures optimal flow control and accuracy. The system features a PLC-based control with real-time monitoring, safety features, and multiple dosing channels. It is ideal for applications in chemical production, water treatment, and industrial processes, offering automated operation, safety, and easy maintenance for long-term reliability.
Learn more
Corrosion is a silent killer, eating away at your industrial assets and draining your profits. But with Verito’s Anti Bleeding Chemical Injection Package, you can stop corrosion in its tracks. This cutting-edge system utilizes an anti-bleeding chemical that effectively protects your pipelines and equipment against corrosion. With a customizable design, precise dosing, and easy monitoring, this package ensures long-term corrosion prevention and maximum effectiveness.
Learn more
Take your JET fuel system to the next level with Verito’s Additive Injection Packages. Our cutting-edge systems are designed to provide efficient and precise dosing of fuel additives to meet the unique requirements of the aviation industry. Featuring a customizable design, advanced technology, and easy monitoring, our Additive Injection Packages ensure optimal performance and fuel efficiency. Trust in our expertise to help you maintain a safe and reliable fuel system
Learn more
Verito’s LP Dosing System offers reliable and efficient dosing of low-pressure fluids. With advanced technology and a customizable design, our system ensures accurate fluid management for a variety of industrial applications. Our LP Dosing System is easy to monitor and maintain, minimizing downtime and maximizing productivity.
Learn more
Verito’s HP Dosing System is an advanced solution for precise dosing of high-pressure fluids in industrial applications. Our customizable system offers real-time monitoring and remote access capabilities for easy management and control, minimizing downtime and maximizing productivity.
Learn more
Take your JET fuel system to the next level with Verito’s Additive Injection Packages. Our cutting-edge systems are designed to provide efficient and precise dosing of fuel additives to meet the unique requirements of the aviation industry. Featuring a customizable design, advanced technology, and easy monitoring, our Additive Injection Packages ensure optimal performance and fuel efficiency. Trust in our expertise to help you maintain a safe and reliable fuel system
Learn more
Our Octane Booster is a high-performance additive that boosts the octane rating of gasoline, providing greater engine efficiency and power. Our cutting-edge formula enhances fuel combustion, reducing engine knock and minimizing harmful emissions. Our solution is designed to deliver maximum performance and protection to your engine, while being compatible with all gasoline blends and safe for catalytic converters. Trust Verito Engineering Private Limited for a reliable and effective solution to boost your fuel's octane rating.
Learn more
Verito Engineering Private Limited proudly presents the enhanced version of our C Polymer Auto Dissolving Dosing System, now equipped with an integrated control panel featuring SCADA HMI (Supervisory Control and Data Acquisition Human-Machine Interface) capabilities. This cutting-edge addition elevates the functionality and user experience of our dosing system to unprecedented levels, offering unmatched control, monitoring, and data management capabilities.
Learn more
Static electricity can pose a serious risk in aviation fuel systems, but with Verito Engineering's Stadis 450 Injection Package, you can eliminate that risk. Our cutting-edge system features a precise metering pump for optimal dosing of the Stadis 450 additive, which improves fuel conductivity and prevents the buildup of static electricity. With a customizable design and easy monitoring, our Stadis 450 Injection Package ensures optimal fuel management and enhances safety and reliability in aviation operations. Trust in our expertise to help you achieve worry-free fuel conductivity for your aviation fuel system.
Learn more
Verito’s Aqueous Ammonia Injection Skid is an innovative solution for precise dosing of aqueous ammonia in various industrial applications. Our skid-mounted system is designed for easy installation and maintenance, with advanced technology and real-time monitoring capabilities to ensure reliable and efficient dosing. With our expertise in handling hazardous chemicals and commitment to safety and sustainability, you can trust us to provide a safe and cost-effective solution for your ammonia injection needs.
Learn more
Our high-performance Diesel Dosing System delivers precise dosing of diesel exhaust fluid (DEF) for maximum combustion efficiency and reduced emissions. Designed for easy installation and maintenance, our system is compatible with a variety of diesel engines and DEF blends, and ensures optimal performance and cost-effectiveness. Trust Verito Engineering Private Limited for a reliable and sustainable solution to your diesel dosing needs.
Learn more
Introducing the ultimate solution for foam prevention in industrial processes - Verito’s Anti-Foaming Injection Package. Equipped with a precise metering pump, our package ensures accurate dosing of the anti-foaming agent for maximum effectiveness. With a customizable design and easy monitoring, our Anti-Foaming Injection Package delivers optimal performance and reliability in your industrial operations. Say goodbye to foam-related inefficiencies and trust in our expertise to deliver a worry-free solution for your anti-foaming needs.
Learn more
Verito’s CLO2 Dosing System is the perfect solution to enhance the efficiency of your water treatment processes. Our automated dosing mechanism dispenses chlorine dioxide (CLO2) with precision, ensuring effective disinfection of water. With customizable dosing options and easy monitoring, our CLO2 Dosing System delivers optimal performance and reliability in your water treatment operations.
Learn more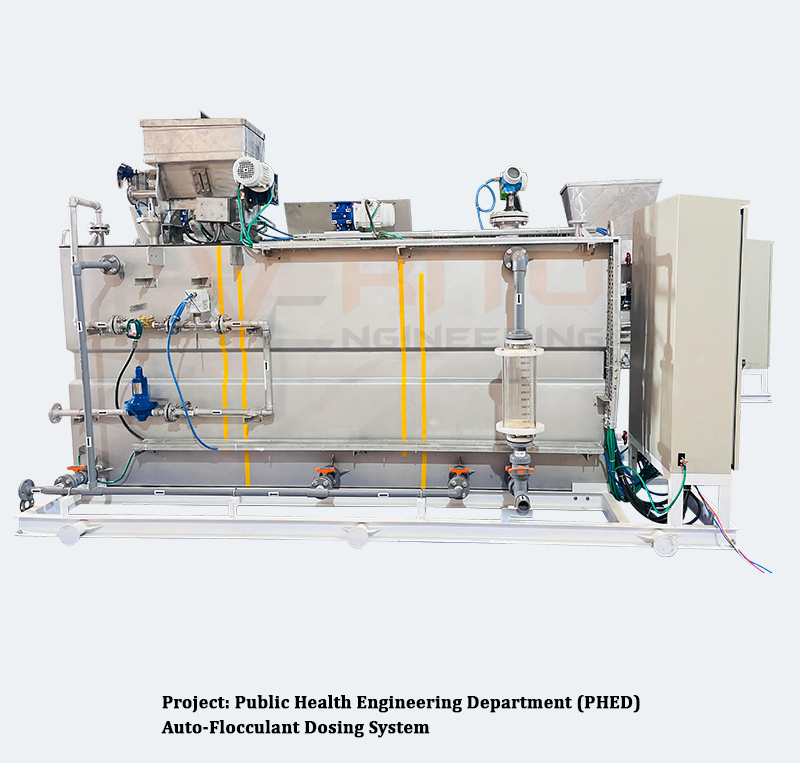
Experience the ultimate solution for efficient wastewater treatment with Verito Engineering's Auto-Flocculant Dosing System. Our cutting-edge system features an automated dosing mechanism that accurately dispenses flocculants, improving the sedimentation of solids and enhancing the clarity of wastewater. With customizable dosing options and easy monitoring, our Auto-Flocculant Dosing System ensures optimal performance and reliability in your wastewater treatment processes.
Learn more
Maximize the efficiency of your industrial equipment with Verito’s Zycotherm Dosing Skid. Our cutting-edge skid features a precise dosing mechanism that dispenses Zycotherm, a high-performance heat transfer fluid additive. Zycotherm improves heat transfer efficiency, prevents corrosion, and extends the lifespan of your equipment. With a customizable design and easy monitoring, our Zycotherm Dosing Skid ensures optimal performance and reliability in your industrial processes.
Learn more
Introducing Verito’s Lime Dosing System - the ultimate solution for your water treatment needs. Our state-of-the-art system features an automated dosing mechanism that dispenses lime with precision, ensuring effective pH adjustment and removal of impurities in water. With customizable dosing options and easy monitoring, our Lime Dosing System delivers optimal performance and reliability in your water treatment processes.
Learn more
Verito’s Poly Dosing System is the perfect solution to enhance the efficiency of your industrial processes. Our automated dosing mechanism dispenses polymers with precision, ensuring optimal performance in your wastewater treatment, sludge dewatering, and other industrial processes.
Learn more
Introducing Verito’s Chemical Dosing System - the ultimate solution for your chemical dosing needs. Our state-of-the-art system features an automated dosing mechanism that dispenses chemicals with precision and accuracy, ensuring optimal performance in your water treatment, industrial processes, and other applications.
Learn more
Verito’s Ammonia Dosing System sets a new standard for precision in industrial dosing applications. Our skid-mounted solution ensures the accurate injection of aqueous ammonia, with a focus on easy installation and maintenance. Incorporating advanced technology and real-time monitoring capabilities, our system guarantees reliable and efficient dosing performance. With a strong commitment to safety and sustainability, Verito Engineering Private Limited provides a secure and cost-effective solution for all your ammonia dosing requirements.
Learn more
Elevate the quality of your products with Verito’s TBHQ & Vitamin Dosing System. Our innovative dosing solution ensures precise and consistent injection of TBHQ (tert-Butylhydroquinone) and Vitamin D, meeting the highest industry standards. The skid-mounted system is designed for easy installation and maintenance, incorporating advanced technology and real-time monitoring for optimal performance. Trust Verito Engineering to enhance your production processes with a reliable and efficient TBHQ & Vitamin Dosing System.
Learn more
Verito Engineering Private Limited introduces the UV Sterilizer Pneumatic Water Treatment System, a cutting-edge solution for water treatment needs. Our system incorporates pneumatic technology for efficient and precise dosing of UV sterilizers. Designed for easy installation and maintenance, this skid-mounted system ensures the highest standards of water treatment. With real-time monitoring capabilities and a commitment to sustainability, Verito Engineering Private Limited provides a reliable and advanced UV Sterilizer Pneumatic Water Treatment System for industrial applications.
Learn more
Enhance the efficiency of your water treatment processes with Verito’s Coagulant Dosing System. Our skid-mounted solution guarantees precise dosing of coagulants for optimal water treatment results. Easy to install and maintain, the system incorporates advanced technology and real-time monitoring capabilities. With a focus on safety and sustainability, Verito Engineering Private Limited delivers a cost-effective and reliable Coagulant Dosing System for industrial applications.
Learn more
Verito Engineering Private Limited presents the CEB-UF Hypo Dosing System, a high-performance solution for dosing calcium hypochlorite (CEB) in ultrafiltration (UF) processes. Our skid-mounted system ensures precise dosing, easy installation, and maintenance. Advanced technology and real-time monitoring capabilities guarantee efficient and reliable performance. Trust Verito Engineering Private Limited for a safe and cost-effective CEB-UF Hypo Dosing System that meets the demanding requirements of water treatment applications.
Learn more
Optimize your water treatment processes with Verito’s FeCL3 Dosing System. Our skid-mounted solution provides accurate dosing of ferric chloride (FeCL3) for effective water treatment. Designed for easy installation and maintenance, the system incorporates advanced technology and real-time monitoring capabilities. With a strong commitment to safety and sustainability, Verito Engineering Private Limited delivers a reliable and cost-effective FeCL3 Dosing System for industrial applications.
Learn more
Verito’s HCL Dosing System offers precision in dosing hydrochloric acid (HCL) for various industrial applications. The skid-mounted system ensures accurate dosing, easy installation, and maintenance. Advanced technology and real-time monitoring capabilities guarantee reliable and efficient performance. Trust Verito Engineering Private Limited to provide a safe and cost-effective HCL Dosing System that meets the stringent requirements of your industrial processes.
Learn more
Elevate your water treatment processes with Verito’s NaOCl Dosing System. Our skid-mounted solution ensures precise dosing of sodium hypochlorite (NaOCl) for effective water disinfection. Easy to install and maintain, the system incorporates advanced technology and real-time monitoring capabilities. With a focus on safety and sustainability, Verito Engineering Private Limited delivers a reliable and cost-effective NaOCl Dosing System for industrial applications.
Learn more
Verito’s Antiscalant Dosing System is a game-changer in preventing scale formation in industrial processes. The skid-mounted solution guarantees precise dosing of antiscalants, with easy installation and maintenance. Advanced technology and real-time monitoring capabilities ensure efficient and reliable performance. Trust Verito Engineering Private Limited to provide a safe and cost-effective Antiscalant Dosing System, optimizing the efficiency of your industrial equipment.
Learn more
Enhance the efficiency of your water treatment processes with Verito’s SMBS Dosing System. Our skid-mounted solution ensures precise dosing of sodium metabisulfite (SMBS) for effective water treatment. Easy to install and maintain, the system incorporates advanced technology and real-time monitoring capabilities. With a focus on safety and sustainability, Verito Engineering Private Limited delivers a reliable and cost-effective SMBS Dosing System for industrial applications.
Learn more
Verito’s NaOH Dosing System provides precision in dosing sodium hydroxide (NaOH) for various industrial applications. The skid-mounted system ensures accurate dosing, easy installation, and maintenance. Advanced technology and real-time monitoring capabilities guarantee reliable and efficient performance. Trust Verito Engineering Private Limited to provide a safe and cost-effective NaOH Dosing System that meets the stringent requirements of your industrial processes.
Learn more
Optimize the performance of your wastewater treatment with Verito’s Polymer Dosing System. Our skid-mounted solution ensures precise dosing of polymers for effective flocculation and solid-liquid separation. Easy to install and maintain, the system incorporates advanced technology and real-time monitoring capabilities. With a strong commitment to safety and sustainability, Verito Engineering Private Limited delivers a reliable and cost-effective Polymer Dosing System for industrial applications.
Learn more
: Verito’s Liquid Dosing System is a versatile solution for precise dosing of various liquid additives in industrial processes. The skid-mounted system ensures accurate dosing, easy installation, and maintenance. Advanced technology and real-time monitoring capabilities guarantee reliable and efficient performance. Trust Verito Engineering to provide a safe and cost-effective Liquid Dosing System tailored to meet the unique requirements of your industrial applications.
Learn more















{kind=link}
{kind=link}
{kind=link}
{kind=link}